Hardfacing Is a Process, Not Just a Material Name
Stellite 6 hardfacing is used on oil and gas valve seats because the working surface needs properties the base valve material usually cannot provide alone. The base metal provides structure and pressure support. The Stellite 6 layer protects the sealing face from galling, abrasion, erosion, corrosion-wear, and hot contact damage.
The important point is that hardfacing is not a decorative coating. A proper overlay is metallurgically bonded to the base material. Its performance depends on heat input, dilution, deposit thickness, crack control, machining, lapping, and inspection.
Why Oil and Gas Valve Seats Are Hardfaced
A solid cobalt alloy seat can be technically attractive, but it is often costly and harder to machine. Hardfacing puts Stellite 6 only where it is needed: at the sealing or sliding surface. This keeps the strength and cost advantages of the base component while improving the contact surface.
For severe-service valves, this approach can reduce galling, slow erosion at the seat edge, improve resistance to abrasive particles, and support more predictable sealing between maintenance intervals.
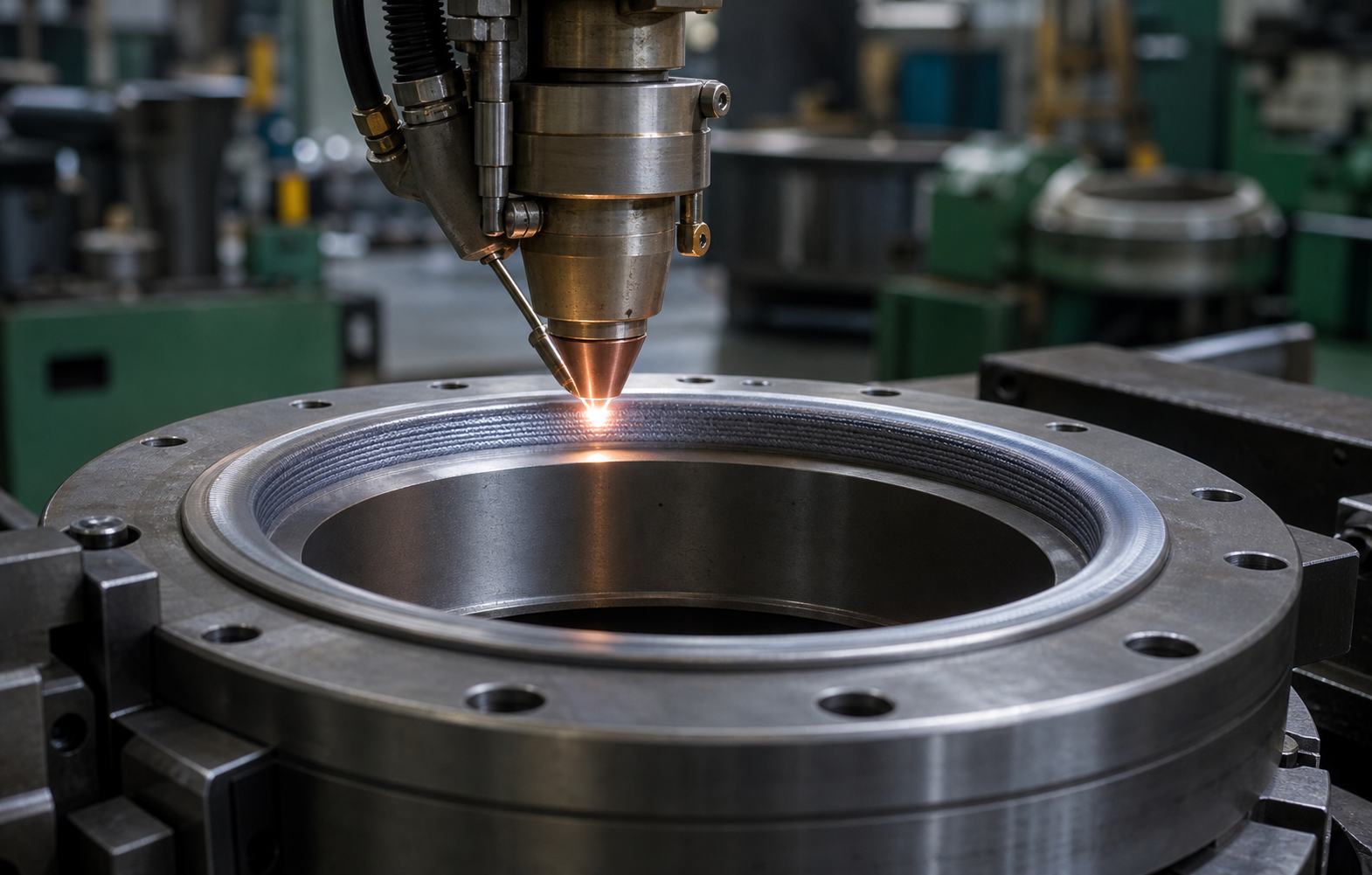
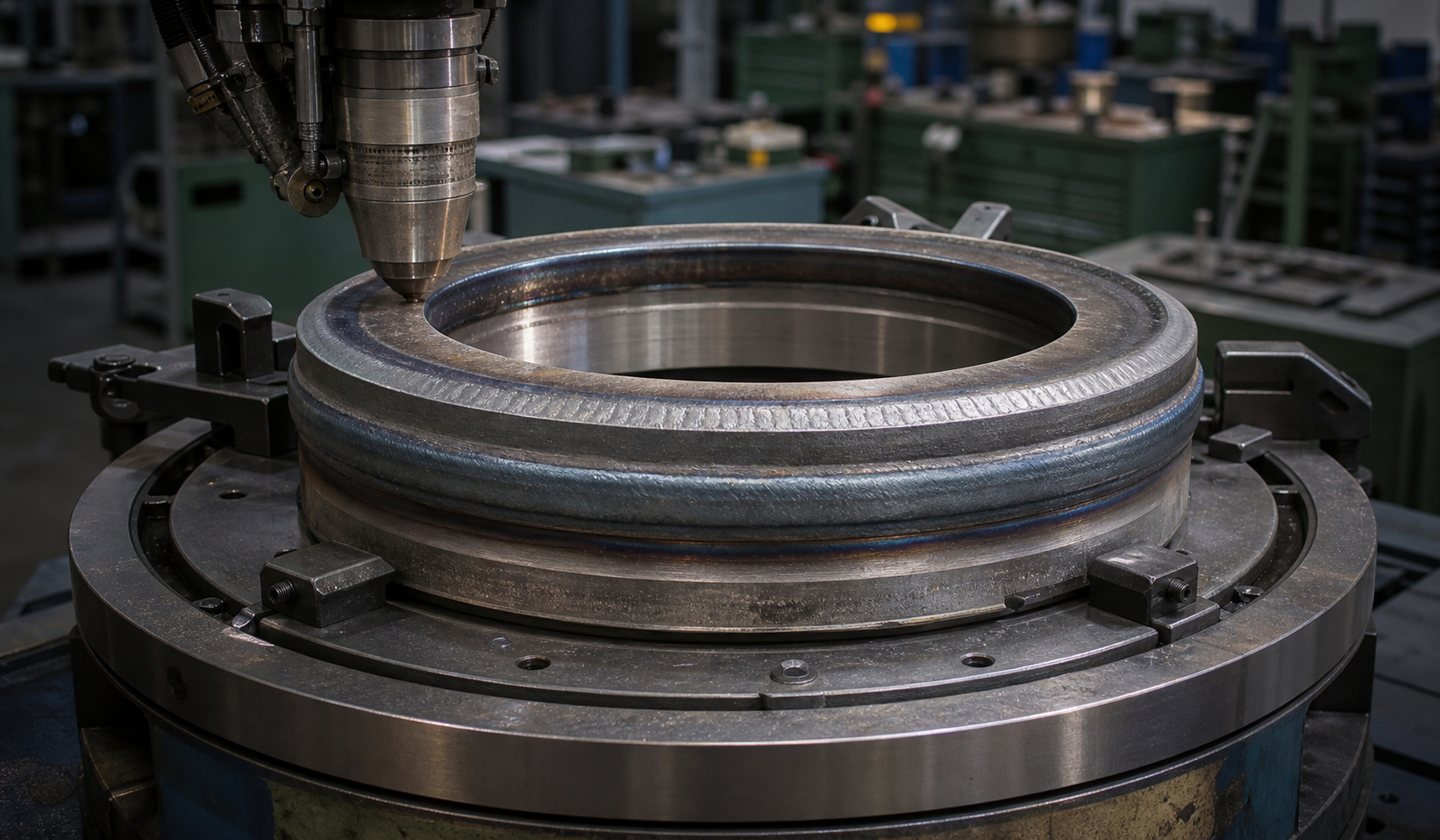
TIG, PTA, and Laser Cladding: Different Routes
TIG hardfacing is flexible and widely used for repairs, small batches, and complex valve seat geometry. It depends heavily on operator skill, heat input, bead placement, preheat, and interpass control.
PTA welding is often selected for repeatable production overlays. It can provide good deposition efficiency, controlled bead geometry, and relatively low dilution when parameters are stable. Laser cladding can offer precise deposits and low heat input, but it requires qualified programming, powder delivery, and bonding control.
Dilution Control Decides Surface Performance
Dilution is the mixing of base metal into the Stellite 6 deposit. Some dilution is normal. Excess dilution can make the working surface behave less like Stellite 6 by changing chemistry, lowering hardness, and reducing wear or corrosion-wear resistance.
Low dilution is not automatically good if bonding is weak. The target is controlled dilution with sound fusion. Critical applications may require procedure qualification, macrosection checks, or agreed process records.
Cracking, Porosity, and Bonding Risks
Stellite 6 is a hard wear alloy, so crack sensitivity must be managed. Cracks can come from high thermal stress, poor preheat, excessive restraint, sharp transitions, unsuitable base condition, or unstable parameters. Porosity, inclusions, and lack of fusion can become leakage paths or spalling origins.
Defect prevention starts before welding: clean base material, correct preparation, controlled consumables, proper preheat, stable parameters, and inspection between steps.
Machining and Lapping After Hardfacing
Hardfacing creates the wear-resistant layer, but machining creates the valve seat. Turning, grinding, and lapping must restore the correct angle, width, surface finish, runout, and contact pattern. If too much overlay is removed, the seat may have insufficient Stellite 6 at the functional surface.
Grinding heat and poor lapping can damage an otherwise good overlay. Final inspection should therefore focus on the finished sealing face, not only the deposited weld.
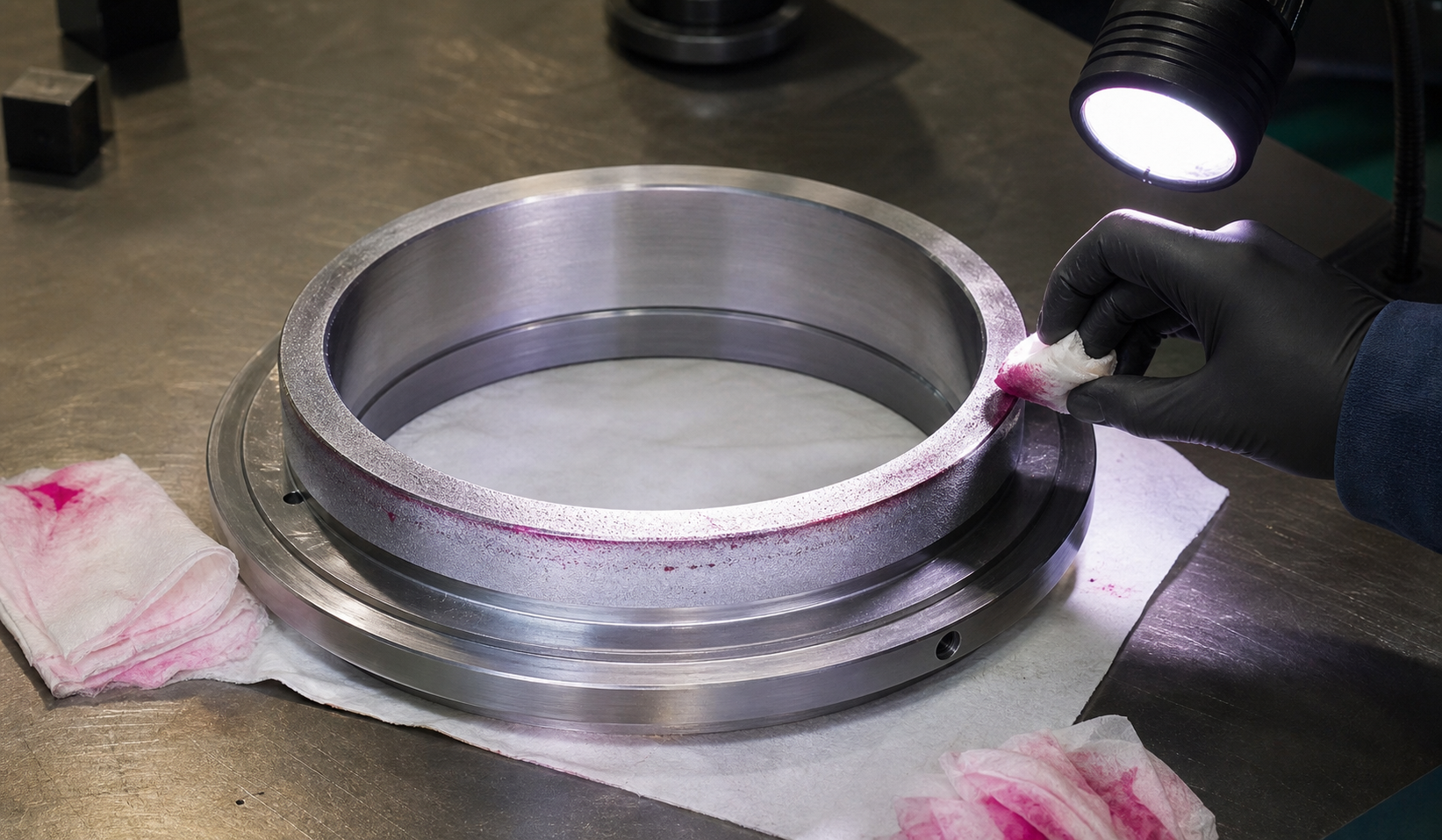
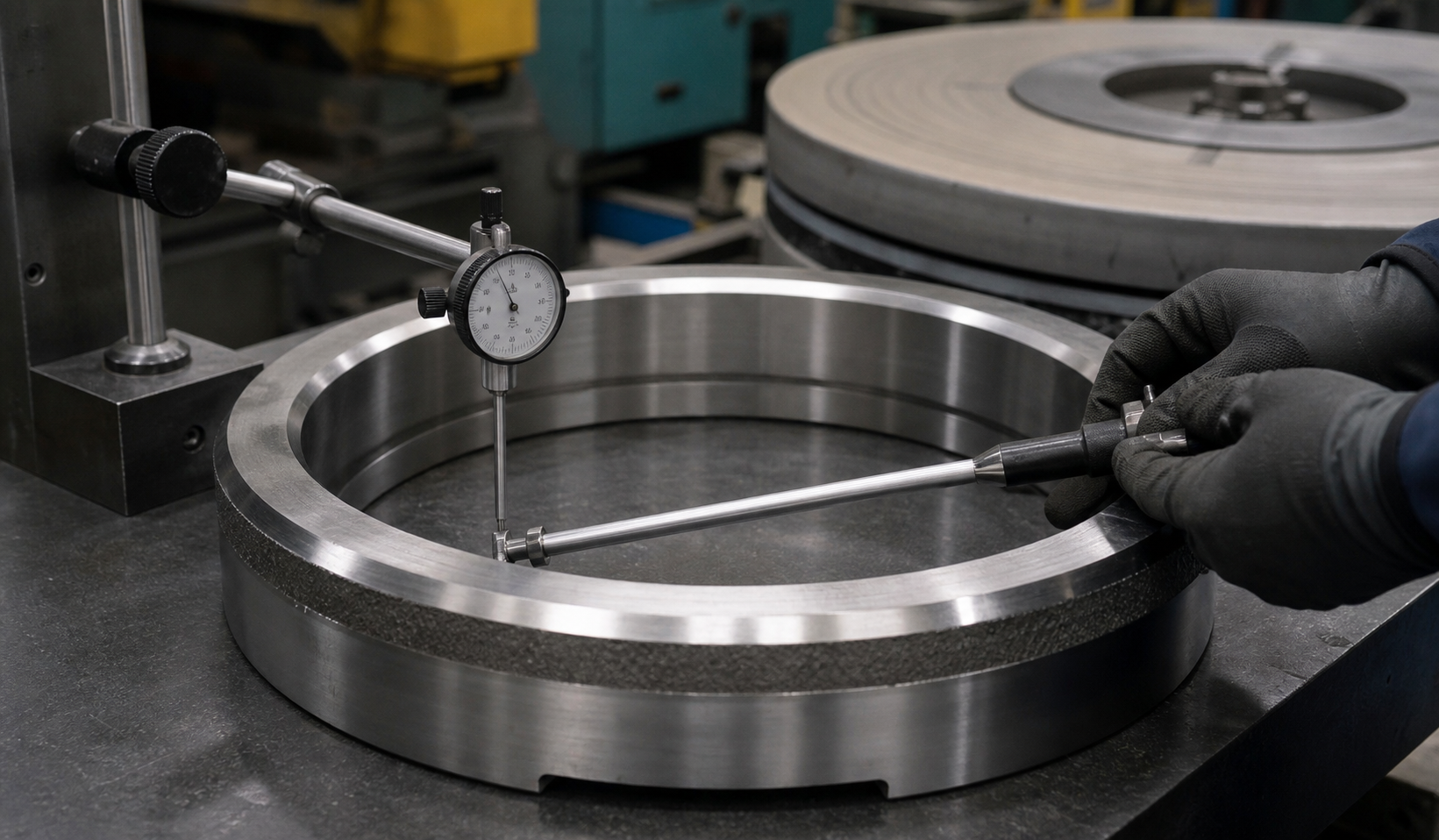
Quality Control Before Shipment
A practical quality plan includes base material verification, consumable traceability, procedure control, visual inspection, PT after machining where required, hardness testing on representative locations, dimensional inspection, roughness measurement, and certificate review.
For critical oil and gas valves, ask for evidence that the supplier controls the whole chain: base material, hardfacing, heat input, dilution, machining, lapping, and final inspection.
How to Choose a Capable Supplier
A capable supplier should be able to explain which hardfacing process is used, why it fits the component, how dilution is managed, how cracking is prevented, and how the final sealing surface is inspected. Generic claims about wear resistance are not enough.
The right question is not only whether the supplier can deposit Stellite 6. It is whether they can repeatedly produce a sound, properly finished Stellite 6 valve seat surface for your pressure, media, cycling, and leakage requirements.
FAQ
Is Stellite 6 always better than stainless steel?
No. Stellite 6 is usually selected when galling, sliding wear, erosion, or abrasion threaten the sealing surface. Clean, moderate, strongly corrosion-driven, or cost-sensitive services may justify another material.
What should buyers check before ordering?
Check base material, hardfacing method, finished wear-layer thickness, hardness range, inspection, surface finish, and traceability. The process quality is as important as the alloy name.


